

版权所有 © 2019 山东辰能能源科技有限公司 鲁ICP备19029021号

烧结烟道烟气余热回收工艺流程带来的节能效果和经济效益
浏览量
【摘要】:
针对烧结大烟道烟气余热目前尚未充分回收和利用,提出应用内置式大烟道烟气余热锅炉回收技术,并将产生的蒸汽并入环冷蒸汽发电系统。结合实际应用,介绍该技术的主要设备组成、工艺流程、技术特色和创新。通过全年蒸汽产量和各种能源介质消耗量统计,取得较好的经济效益和社会
环境效益。
烧结工序在钢铁企业中属于能耗工序,烧结工序余热主要包括烧结矿成品显热及烧结烟气显热。目前余热回收技术主要集中在烧结矿显热回收上,而烧结机尾部大烟道内高温烟气余热尚未全面回收利用。
在烧结机生产时,烧结矿从烧结机头跟随台车依次缓慢推进平移向烧结机尾,在烧结机尾部对热烧结矿进行破碎。烧结机头主抽风机通过烧结台车下方大烟道上的若干风箱提供引风动力,使热烟气强制穿过烧结矿料层,烧结矿经加热灼烧后,烧结机尾部大烟道内烟气温度为300~400℃,可达450℃左右。
公司通过对烧结机大烟道进行局部改造,安装内置式大烟道烟气余热回收装置(余热锅炉),对烧结机尾部大烟道末端高温烟气余热进行有效回收,将余热锅炉汽包产生的蒸汽并入环冷蒸汽发电系统,进而提高烧结系统整体余热利用的蒸汽产量和发电量,达到节能减排、降本增效的目的。
主要设备组成
烧结大烟道烟气余热回收装置为热管余热锅炉,主要由管式过热器、热管蒸汽发生器、热管省煤器、汽包、设备间连接管路、供水系统及电气仪表控制系统等组成。
工艺流程
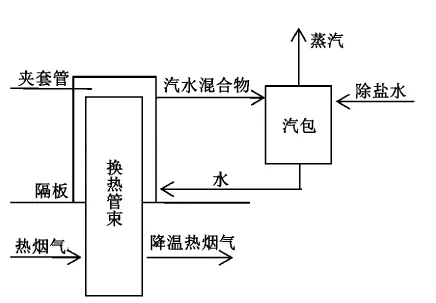
烧结大烟道烟气余热回收装置内置于烧结机尾末端大烟道内,高温热烟气对热管换热管束不断提供热源,换热管束内的除盐水吸热汽化由蒸汽上升管引入汽包进行汽水分离,分离后的饱和水经液体回流管流入换热管束重新进行加热汽化,从而形成连续的产汽循环系统。分离后的饱和蒸汽可直接并入饱和蒸汽管网,也可经过热器形成过热蒸汽并入过热蒸汽管网。烧结大烟道烟气余热回收装置主要工艺流程如图1所示。
余热回收系统技术特色和创新
(1) 余热锅炉各受热面(省煤器、蒸发器和过热器)采用直接内插入烧结机大烟道技术,系统阻力损失小,阻力小于500Pa,对烧结生产工艺无不良影响。
(2) 采用模块化设计理念,很好地解决了烧结机大烟道场地空间狭小的限制,依据烧结机大烟道的各单元间的实际空间,热管余热锅炉分若干模块直接插入烧结大烟道内,在符合工艺要求的前提下,实现了限度地能量阶梯回收利用。同时系统布置灵活,不会占用烧结机其他部件布置空间,更无需占用额外的场地。
(3) 余热锅炉受热面采用热管技术,实现锅炉受热面(高温烟气加热侧)与给水产汽侧(锅水吸热产汽侧)分离,即使烧结大烟道内粉尘对热管锅炉受热面冲刷而造成受热面磨损,以及低温酸腐蚀致使锅受热面损坏,也不会产生锅水泄漏至烧结大烟道内的事故,更不会使整个装置紧急停车,保证了系统安全稳定运行。
(4) 余热锅炉对烧结机大烟道烟气进行余热回收后,大烟道内烟气温度降低,流速减慢,有利于大烟道内粉尘沉降,减轻了粉尘对大烟道的冲刷磨损,提高了烧结机头电除尘器的除尘效率,延长主抽风机叶轮的使用寿命。同时,降尘管上冷风吸入阀烧结机正常运行时作为备用阀无需开启,降低风机能耗,减少烧结机头粉尘排放,经济效益及环保效益极为显著。
节能量分析
烧结大烟道烟气余热回收装置产蒸汽量70701t,全部并入环冷发电系统,扣除设备耗电量和消耗除盐水量后,折标煤量为:
(70701×2988.78×0.03412-48198×0.1229-9798×0.4857)÷1000=7199.21tce/a
其中:蒸汽热焓值为2988.78kJ/kg(0.9MPa,270℃);热力(当量值)折标系数0.03412kgce/MJ;电力(当量值)折标系数0.1229kgce/kWh;除盐水折标系数0.4857kgce/t。
节能效益分析
全年产蒸汽量70701t,按蒸汽140元/t,电价0.54元/kWh,除盐水8元/t计算,则全年产生的节能效益为:
(70701×140-48198×0.54-9798×8)÷10000=979.37万元
通过以上分析计算可知,烧结机大烟道安装内置式烟气余热回收利用装置后,年节省7199.21tce,年节能效益979.37万元。
烧结大烟道通过安装烟气余热回收装置,有效利用烧结机尾大烟道高温烟气余热,提高烧结系统的发电量,从而有效地降低烧结工序生产成本,节能效果非常显著,符合国家节能减排产业政策,取得了较好的经济效益和社会环境效益。
上一篇:
无